
切屑缠绕、工具寿命短


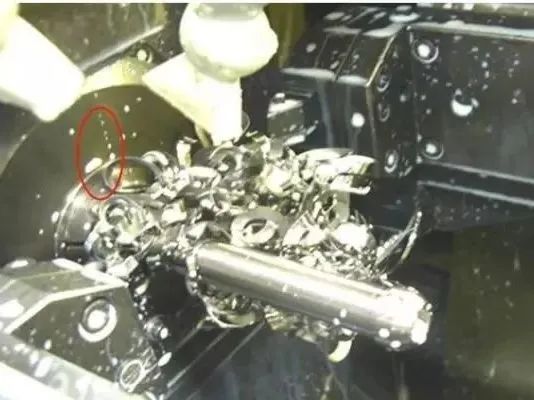

这些切屑麻烦,是不是深有体会?如果你都中过招,说明你对加工的工件还很不熟悉,如果任由这种现象继续发生,那别人加工了100件,你也许才加工了90件!再兢兢业业用错方法也是白费力气。
1
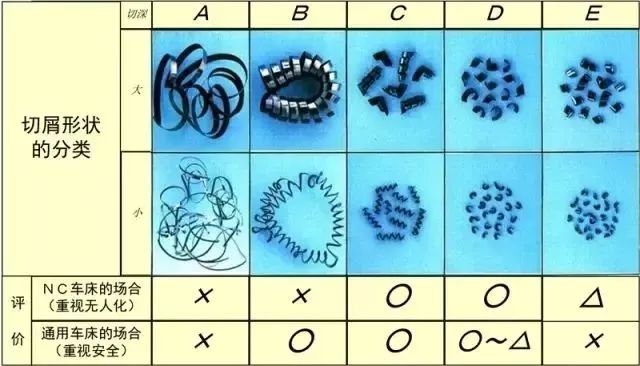
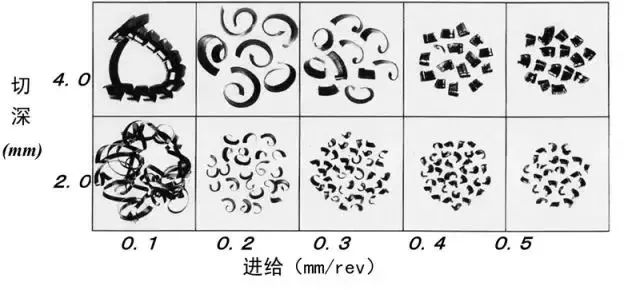
切屑都有哪些形态
2
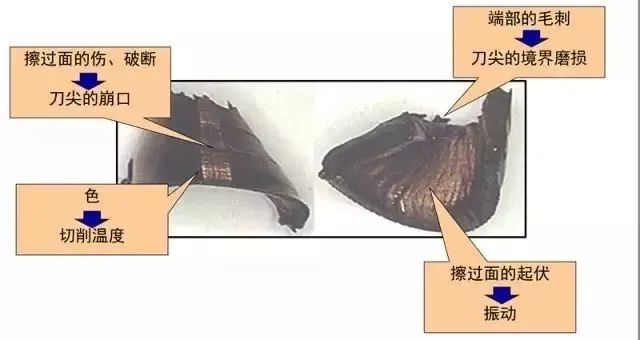
切屑可以告诉你的信息
在钻孔时,因为钻头结构上存在缺点,会对产品加工过的地方留下痕迹,影响工件加工质量,且加工精度一般在IT10级以下,表面粗糙度为Ra12.5μm左右,属于粗加工类。

Taikan
切屑可以告诉我们的信息
|
温度 (℃) |
切屑的 颜色 |
温度 (℃) |
切屑的 颜色 |
|
200 |
淡黄色 |
300 |
青色 |
|
229 |
黄褐色 |
320 |
淡青色 |
|
240 |
褐色 |
350 |
青灰色 |

Taikan
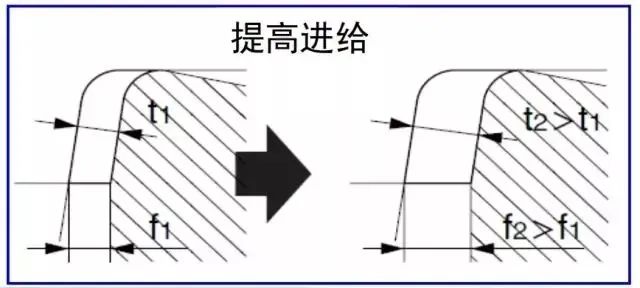
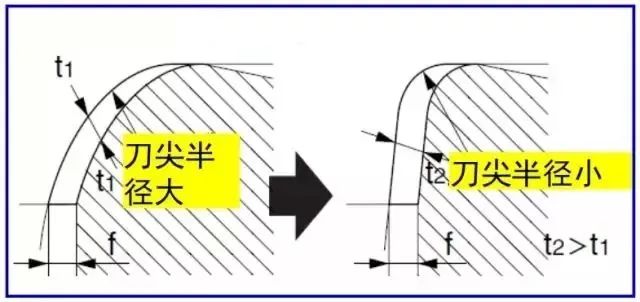
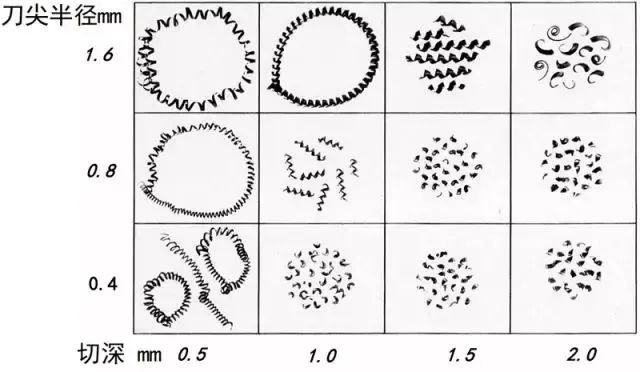
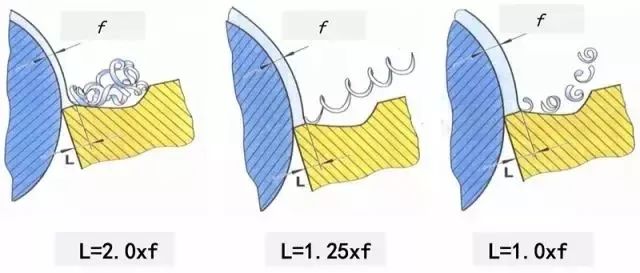
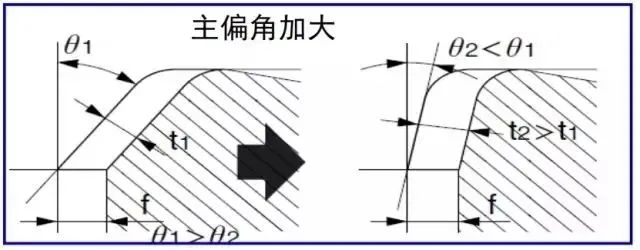
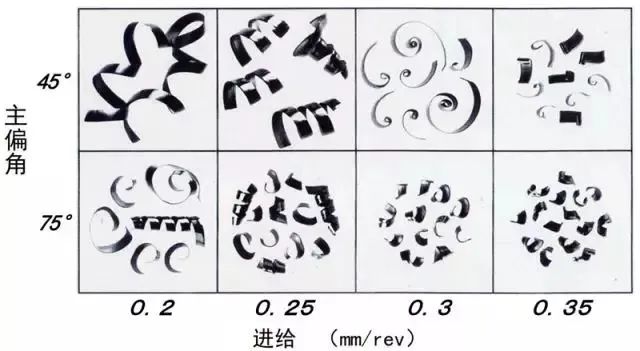
断屑方法有哪些
 营销热线:400 008 1518
营销热线:400 008 1518
 报修热线:400 668 6559
报修热线:400 668 6559 taikan@szccm.com
taikan@szccm.com 深圳市宝安区新桥街道南浦路154号
深圳市宝安区新桥街道南浦路154号




